
2022-05-10
波峰焊是將熔化的焊料,經(jīng)電動泵或電磁泵噴流成設計要求的焊料波,使預先裝有電子元器件的印制板經(jīng)過焊料波,完成元器件焊端或引腳與印制板焊盤間機械與電氣銜接的軟釬焊。波峰焊用于印制板裝聯(lián)已有40多年的歷史,現(xiàn)在已成為種十分老練的電子裝聯(lián)工藝技術,現(xiàn)在首要用于通孔插裝組件和選用混合組裝方法的表面組件的焊接。

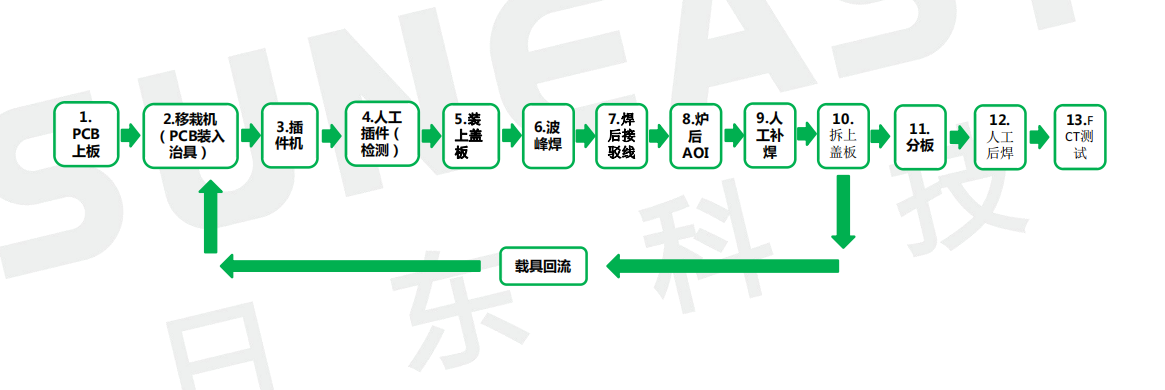
波峰焊工藝流程
波峰焊流程管控的意圖
堅持工藝進程的安穩(wěn),實施對缺點的防備。查驗波峰焊制程是否契合產(chǎn)品的焊接質量要求,堅持工藝進程的安穩(wěn),實施對缺點的防備。查驗波峰焊制程是否契合產(chǎn)品的焊接質量要求,工藝管控按照此規(guī)程的依據(jù)。控按照此規(guī)程的依據(jù)。
波峰焊流程管控權責人
波峰焊操作人員擔任履行監(jiān)控工程師擔任工藝制程編制,工程師擔任工藝制程編制,處理和調整出產(chǎn)進程中波峰焊不能滿意操控要求等反常情況監(jiān)控釬料槽雜質的含量、送樣檢測成份、檢測陳述剖析及反常處理。控釬料槽雜質的含量、送樣檢測成份、檢測陳述剖析及反常處理。
波峰焊參數(shù)設置和操控要求
1、波峰焊設備設置
a、定義:焊點預熱溫度均指產(chǎn)品上的實踐溫度,波峰焊預熱溫度設定值以獲得合格波峰焊曲線時設定溫度為準。
b、有鉛波峰焊錫爐溫度操控在245±5℃,測溫曲線PCB板上焊點溫度的最低值為215;無鉛錫爐溫度操控在265±5℃,PCB板上焊點溫度最低值為235℃。
c、如客戶或產(chǎn)品對溫度曲線參數(shù)有獨自規(guī)則和要求,應依據(jù)公司波峰焊機的實踐性能與客戶協(xié)商斷定的規(guī)范,以滿意客戶和產(chǎn)品的要求。
1)浸錫時刻為:波峰1操控在0.3~1秒,波峰2操控在2~3秒;
2)傳送速度為:0.7~1.5米/分鐘;
3)夾送傾角為:4~6度;
4)助焊劑噴霧壓力為:
5)針閥壓力為:2~4Pa;
6)除以上參數(shù)設置規(guī)范規(guī)模外,如客戶對其產(chǎn)品有特別擬定要求則由工藝工程師在產(chǎn)品作業(yè)指導書上依其規(guī)則指明履行。
2、波峰焊溫度曲線參數(shù)操控要求
a、如果在丈量溫度曲線時使用的PCB板為產(chǎn)品的原型板,則所測地溫度比相應的助焊劑廠家引薦的規(guī)模高10~15℃.所謂樣板,圓形板尺度太小或板太薄而無法容下或接受測驗儀而另選用的PCB板。
b、關于焊點面有SMT元件(印膠或點膠)不需要用波峰焊模具的產(chǎn)品,焊點面浸錫前實測預熱溫度與波峰1最高溫度的落差操控小于150℃.
c、關于使用二個波峰的產(chǎn)品,波峰1與波峰2之間的下降溫度值:有鉛操控在170℃以上;無鉛控200℃以上,避免二次焊接。
d、關于有鉛產(chǎn)品焊接后選用天然風冷卻,關于無鉛產(chǎn)品焊接后選用制冷壓縮機強制制冷,焊接后冷卻要求:
1)每日實測溫度曲線最高溫度下降到200℃之間的下降速率操控在8℃/S以上。
2)PCB板過完波峰30秒(約在波峰出口出處方位)焊點溫度操控在140℃以下。
3)制冷出風口風速有必要操控在2.0—4.0M/S.4)對制冷壓縮機制冷溫度設備探頭顯現(xiàn)溫度操控在15℃以下。
e、測驗技術員所測驗溫度曲線中應標識以下數(shù)據(jù):
1)焊點面規(guī)范預熱溫度的時刻和浸錫前預熱最高溫度;
2)焊點面最高過波峰溫度;
3)焊點面浸錫時刻;
4)焊接后冷卻溫度下降的斜率;
3、波峰焊機面板顯現(xiàn)作業(yè)參數(shù)操控
無鉛波峰焊工藝參數(shù)設置
無鉛波峰焊參數(shù)設置
有鉛波峰焊參數(shù)設置
有鉛波峰焊參數(shù)設置
4、波峰焊操作要求及內(nèi)容
a.依據(jù)波峰焊接出產(chǎn)工藝給出的參數(shù)嚴格操控波峰焊機電腦參數(shù)設置;
b.每天準時記載波峰焊機運轉參數(shù);
c.保證放在噴霧型波峰焊機傳送帶的接連2快板之間的間隔不小于5CM;
d.每小時查看波峰焊機助焊劑噴霧情況,每次轉機時有必要點檢噴霧抽風罩的5S情況,保證不會有助焊劑滴到PCB板上的現(xiàn)象;
e.每小時查看波峰焊機波峰是否平坦,噴口是否被錫渣阻塞,問題當即處理;
f.操作員在出產(chǎn)進程中如發(fā)現(xiàn)工藝給出的參數(shù)不能滿意要求,不得自行調整參數(shù),當即告訴工程師處理。







